丰满岳乱妇一区二区三区-无码av免费精品一区二区三区-亚洲人成无码网站在线观看-日日噜狠狠噜天天噜av-国产综合无码一区二区辣椒
<samp id="uukwg"></samp>
<table id="uukwg"></table>
搜 索
Toggle navigation
導航菜單
網站首頁
公司簡介
產品中心
高壓膠管
高壓油管
液壓膠管
防爆撓性管
大口徑高壓膠管
高壓鋼絲編織膠管
高壓鋼絲纏繞膠管
耐溫高壓蒸汽膠管
阻燃耐火高壓膠管
新聞中心
公司新聞
行業新聞
下載中心
幫助文檔
檔案下載
公司相冊
客戶案例
聯系我們
新聞中心
高壓油管爆裂、斷裂原因分析
高壓油管的開裂失效涉及到的因素復雜多變。高壓油管通過壓力波將燃油以一定的壓力和速率輸送到噴油器,油管的長度、內徑對發動機的燃油噴射特性有著不可忽視的影響,因此設計過程中對油管管材的選擇、油管形狀的優化設計等都非常重要,不可隨意更改。高壓油管在工作中經受來自發動機轉動帶來的受迫振動以及內部高壓油對油管的脈動沖擊,受力環境相當惡劣。然而,實際工程中使用的高壓油管,因為設計錯誤導致高壓油管失效的情況很少出現,而因為油管內在質量、裝配、使用不當導致的開裂失效則頻頻發生。對這些失效案例進行分析,找出導致失效的原因,并提出改進措施,修訂相關企業質量內控標準,對預防此類事故的重復發生,降低產品索賠率,甚至降低汽車火災事故的發生等,都具有重要意義。
與傳統的汽車發動機核心零部件相比,發動機高壓油管長期以來并不特別受到關注,然而統計表明,近年來有關高壓油管的失效案例不斷增多,其在汽車發動機零部件失效總量所占的比重也已經連年進入前 10 位,并有不斷增加的趨勢。發動機高壓油管是連接噴油泵與噴油器的重要零部件,承擔著給發動機輸送高壓燃油的任務。隨著新的排放法規的實施,對發動機排放指標的要求越來越嚴苛,發動機燃油壓力也因此有不斷提升的趨勢,導致高壓油管內壁承受的高頻脈沖燃油壓力峰值不斷提高,使得其服役過程中的受力條件更加惡劣。此外,用于制造高壓油管的無縫鋼管目前幾乎都是從德國或日本進口,國內很少有合格的原材料無縫鋼管供應商,這也成為制約高壓油管質量提升的重要因素。
發動機高壓油管一旦出現開裂,引起漏油,不僅會對發動機整機的可靠性產生不利影響,而且高壓燃油噴射泄漏后,極有可能會與發動機高溫部件接觸,導致嚴重的火災事故。一件小的油管開裂失效事故,極有可能釀成嚴重的大事故,筆者曾多次分析過這樣的案例,因此對目前市場上高壓油管的各類失效形式和原因進行分析與總結,具有迫切的現實意義。高壓油管服役過程中的失效形式基本上都是高周疲勞開裂引起穿孔進而導致油管漏油。實際使用過程中,導致其疲勞開裂的原因主要有油管原材料缺陷、鐓頭工藝缺陷、裝配工藝不當導致的磕碰、使用過程中發生微動磨損等等。筆者結合近年來生產實際中遇到的一些案例,簡要概述了汽車發動機高壓油管常見的失效形式及原因。
1 高壓油管原材料內表面缺陷
高壓油管的材料選擇主要需要考慮規格( 內孔尺寸和管壁厚度) 、強度等級、內孔表面質量 3 個方面的要求。對于某一特定的零件,其規格、強度等級確定以后,內孔表面質量則是影響其性能的主要因素。在高壓油管制造過程中,其內表面經歷了復雜的拉拔變形過程,這一過程不可避免地會形成各種程度上的內壁缺陷,其中最主要的是內壁裂紋缺陷。
生產檢驗發現,這種內壁裂紋缺陷絕大多數是由于管內壁在變形過程中,因變形不均勻導致形成的、類似折疊形式的缺陷。
目前,國際上對高壓油管內壁質量的控制標準是 ISO 8535-1: 2011《柴油發動機 高壓燃油噴射管用鋼管 第 1 部分: 無縫冷拔單壁鋼管的要求》,其中對內壁裂紋缺陷的分級情況見表 1。
對于燃油管內壁裂紋缺陷等級,一般企業都會根據高壓油管的工作條件,在其企業標準中有明確的規定。目前,國內普通汽車發動機高壓油管控制的內壁裂紋缺陷等級多采用 Q 級及以上。內壁強化工藝是目前普遍采用的高壓油管內表面處理方法,該方法是通過優化管材表面應力的分布,產生內壓外拉的應力狀態,可有效降低裂紋擴展速率,不僅能夠提高燃油管的耐壓能力,而且可以降低疲勞試驗中的數據分散性。
內壁裂紋缺陷會導致高壓油管疲勞裂紋由此起源,嚴重降低高壓油管的疲勞壽命,這種情況也是大部分高壓油管疲勞失效漏油的原因。
在裂紋附近取油管的周向試樣,觀察油管的顯微組織及內表面質量。油管基體顯微組織為鐵素體+珠光體; 在油管內表面裂紋對應位置觀察到的裂紋形態見圖 2,可見此裂紋由兩部分組成,內壁側的初始裂紋開口較寬,后擴展的疲勞裂紋在初始裂紋的尾端萌生并擴展,其中初始裂紋深度約0.20 mm。可見裂紋形態與掃描電鏡下觀察到的斷口形貌特征相吻合。
由圖 2 可以明顯看到,原始裂紋尾部顯微組織流線有明顯的折疊形態,說明它是在油管內壁成形過程中產生的,且其缺陷級別遠大于 Q 級要求,這是造成該高壓油管疲勞開裂導致漏油的根本原因。
2 鐓頭和桿部過渡處的加工質量不良
高壓油管鐓頭加工工藝過程復雜,變形量大,其內外表面金屬都經歷過強烈的變形流動,如若工藝不當,都可能出現金屬流線曲折甚至出現冷折疊缺陷。圖 3 所示是某一高壓油管鐓頭內外表面金相檢驗時發現的冷折疊形貌。
鐓頭處的各種工藝缺陷,在使用過程中將會成為疲勞裂紋的起源,導致高壓油管開裂漏油。因此,各企業都會在其內部標準中對此缺陷形態加以要求,主要是對鐓頭冷折疊裂紋的深度加以要求。
在掃描電鏡下觀察鐓頭斷口附近表面形貌,此處為鐓頭與桿部過渡處,可見在此處存在較多金屬擠壓變形流動痕跡,并且形成了微裂紋,這些微裂紋應為加工過程中形成的,如圖 5d) 所示。高壓油管鐓頭與桿部過渡處是受力較大的部位,此處形成的加工微裂紋大大增加了高壓油管發生疲勞開裂的傾向。高壓油管兩端鐓頭的顯微組織形貌如圖 6 所示,均為鐵素體+珠光體。由圖 6 可見,鐓頭處存在明顯的冷折疊缺陷,這是導致該高壓油管疲勞裂紋起源的直接原因。
3 高壓油管外表面“夾雜物”缺陷
目前,國內高壓油管管材幾乎都是從國外進口,而目前相關的 ISO 標準和國標中,都沒有對管外表面微觀質量進行明確的規定。近年來,多次出現了疲勞裂紋由油管外表面類似夾雜物缺陷處起源,導致油管開裂漏油的案例。甚至,還多次發生過因為這種外表面類似夾雜物缺陷導致在油管鐓包加工過程中發生開裂的現象。而對于這種外表面類似夾雜物的缺陷,到目前為止還未見相關的研究。下面通過具體案例對此進行介紹。
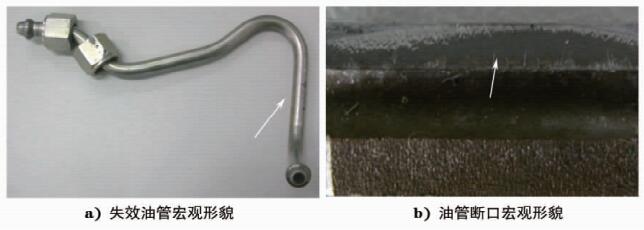
某型試驗車在進行寒區試驗過程中發生高壓油管漏油,經檢查發動機一缸高壓油管油軌端缸體內側油管折彎處漏柴油,車輛行駛總里程 46 000 km。失效高壓油管宏觀形貌見圖 7a) ,其中黑色箭頭所指為發生漏油的部位。將裂紋打開,斷口形貌如圖 7b) 所
示,可見斷面平坦,開裂部位已經貫穿油管壁厚。
掃描電鏡下裂紋源區形貌如圖 8a) 所示,可見裂紋起源在振動應力最大部位,但局部為一線源,源區存在多個疲勞臺階。圖 8b) 所示為源區局部放大形貌,可見裂紋源區的每一臺階內,疲勞裂紋各自獨立萌生、擴展,最后匯合成為一線源。圖 8c) 所示為疲勞擴展區形貌,可見疲勞輝紋和二次裂紋。
由于目前國內并沒有高壓油管的加工線,其他類似的管材加工過程也未見有類似報道,因此對上述類似夾雜物物質來源的推測是否正確,目前尚無法驗證。
根據上述分析,高壓油管表面的類似夾雜物缺陷是導致其疲勞開裂的根本原因。
由于高壓油管表面通常會有一層鍍鋅層,從外觀無法檢查此類缺陷,且現有的國家標準也未要求對這類缺陷進行檢驗、預防。有鑒于此,對油管外表面質量的控制是非常必要的,目前相關企業標準的制訂正在進行中。
上一個:
高壓膠管主要用途是什么?
下一個:
高壓膠管試驗臺解決方案
相關新聞
高壓膠管出現爆裂的補救方法【江蘇金福隆高壓膠管】?
2017-05-09
高壓膠管圖片 高壓膠管總成圖片
2018-01-06
高壓膠管試驗臺解決方案
2018-01-26
高壓油管漏油解決辦法
2018-02-02
高壓油管如何防斷裂?
2018-02-07
欄目導航
公司新聞
+
行業新聞
+
新聞中心
防爆撓性連接管的特點——什么情況下必須用穿線管防爆撓性管?
2021-11-18
帶有包覆層的撓性防爆軟管
2019-07-17
防爆撓性管公司 防爆撓性管生產廠家 防爆撓性管供應商
2019-07-17
防爆撓性管接線盒使用方法
2019-07-17
聯系我們
CONTACT US
聯系人:朱先生
手機:13382237770
電話:0510-83585358
郵箱:162008558@qq.com
地址: 無錫市惠山區惠山大道9號金福隆高壓膠管
?
分享
手機
分類
頂部