



高壓膠管是橡膠軟管中的高端產品,由于材料、設備的要求比較高,結構、工藝復雜,其產品附加價值遠遠高于中、低壓膠管,成為膠管生產企業產品競爭的焦點。該類產品應用范圍廣泛,涉及工程機械、采礦、冶金、石油、化工、航空、航海等領域。目前國內外高壓膠管的發展幾乎朝高強度(高壓力)、大口徑、大長度的方向發展,且用戶在耐高溫、耐低溫、耐曲撓疲勞、耐特殊介質和增大流量等方面提出了更高的要求,促進和推動了高壓膠管產品的技術進步。本文對高壓膠管使用的材料、設備、工藝、結構、標準等方面技術進展做了介紹。
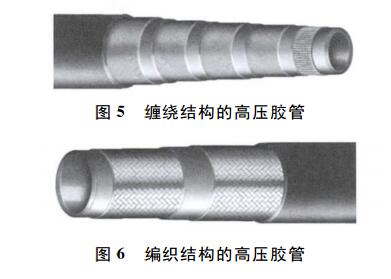
高壓膠管使用的材料分為非金屬材料和金屬材料,在高壓膠管生產過程中經常使用的非金屬材料有丁腈橡膠、丁苯橡膠、氯丁橡膠等,隨著技術的進步和橡膠行業的發展,三元乙丙橡膠、氯磺化聚乙烯、氯醚橡膠、氫化丁腈橡膠等逐步應用于高壓膠管產品上,用于制造高性能、高附加價值的高壓膠管產品。非金屬增強材料有尼龍、聚酯纖維,隨著紡織行業的發展,芳綸纖維等高性能材料逐漸應用于高壓膠管中。金屬材料有截面為圓形的鍍銅鋼絲、鍍鋅鋼絲作骨架層材料,隨著計算機仿真、試驗等技術的進步,扁鋼絲(截面為橢圓形的鍍銅鋼絲)將會應用于高壓膠管中。高壓膠管使用的新材料:(1)三元乙丙橡膠[1]:具有優異的耐熱性、耐蒸氣性、耐天候老化、化學腐蝕及優良的電絕緣性能,特別是對二醇醚制動液及植物油的抗耐性較好。適用于制造耐熱、耐蒸氣及耐強腐蝕介質的高壓膠管。(2)氯磺化聚乙烯橡膠:具有優異的抗臭氧及天候老化性能,耐化學腐蝕性好,優良的耐燃、耐油類及抗撕裂性能,適于制造耐強 腐 蝕 介 質、耐 燃、耐臭氧老化要求的高壓 膠管,特別適用于制造在惡劣大氣環境下使用的膠管外層膠料。(3)氯醚橡膠:具有優異的耐天候老化性,耐油、溶劑性能好,良好的耐燃和低透氣性能,適于制造耐油類、耐臭氧、耐天候老化和低透氣性高壓膠管。(4)氫化丁腈橡膠:具有優異的耐油性、耐腐蝕、耐高低溫、耐氧化、耐動態疲勞、耐臭氧性能,適于制造耐油等特殊要求的高壓膠管。(5)丁腈橡膠/PVC:耐油、耐磨、耐臭氧性能優異,擠出性能好,易加工,適于制造耐磨、耐臭氧環境下使用的高壓膠管外膠。(6)芳綸纖維:芳綸纖維具有超高強度、高模量和耐高溫、耐酸堿、質量輕等優良性能,其強度是鋼絲的 7倍 ,模 量 為 鋼 絲或玻璃纖維的2~3倍,韌性是鋼絲的2倍,質量僅為 鋼 絲 的 1/5 左 右,在 450℃ 的 溫 度 下,不 分解,不熔化,且具有良好的絕緣性和抗老化性能,很長的生命周期[2]。(7)扁鋼絲:具有強 度 高、模量高、耐 高 溫 曲 撓 性、承 壓 性 能 好。尤 其 是 抗 扭轉、彎曲變形性能好。使用扁鋼絲制造的高壓鋼絲編織/纏繞膠管比使用高強度(超高強度)鋼絲制造的膠管的脈沖性能要好得多。3 工藝方法上的新改進工藝方法主要表現為3方面:(1)軟芯法內膠壓出及包塑 硫 化;(2)鐵 芯 法 內、外 膠 管 坯 成 型;(3)鋼絲預成型。軟芯法,內膠壓出采用塑料或耐高溫橡膠芯子,可有效解決鐵芯壓扁內膠層,造成內膠薄厚不勻的問題,另外產品外觀光滑光亮,規格尺 寸 準 確,性 能 穩 定,長度也比硬芯法有所增大,它適用于生產直徑為38mm 以下的大長度膠管[4];包塑硫化[5]采用擠出機在外膠層上包覆一層聚丙烯材料,可有效解決鉛對人體的危害和環境污染。硬芯法內膠管坯擠出采用帶芯擠出工藝方法,直接采用擠出機將內膠管坯包覆在鐵芯上,代替傳統的套管工藝方法,簡化了工藝流程。外膠管坯成型采用纏繞外膠片與鋼絲纏繞(編織)成型聯動的工藝方法,類似于纏水包布,采用搭接寬度為膠片寬 度 的1/2,此種工藝方法可替代擠出機包外膠或手工包外膠片的方法,減少能耗,降低成本。鋼絲纏繞成型采用機上預成型法代替機下預成型 法。機上預成型總體可分為塔輪預成型法、張力圈預成型法。塔輪預成型法通過更換不同直徑的塔輪,使鋼絲預成型后獲得滿足生產工藝要求的圈徑。張力圈預成型法通過張力圈調整鋼絲張力與前后預成型口型間的間距,使鋼絲預成型后獲得滿足生產工藝要求的圈徑和螺距。機上預成型方法可使鋼絲預成型后獲得均勻一致的圈徑和螺距,從而提高增強層的耐壓強度和脈沖性能。
聯系人:朱先生
手機:13382237770
電話:0510-83585358
郵箱:162008558@qq.com
地址: 無錫市惠山區惠山大道9號金福隆高壓膠管